

4軸全自動數控磨刀機研磨刀型參數
公開日:2024-04-26
4軸全自動數控磨刀機研磨刀型參數
賽帕埃惜進口全自動數控磨刀機可以研磨鉆頭、絲錐、鉸刀、2~4刃銑刀端刃 (含不等分)、圓鼻刀、銑刀側刃、槍鉆、半邊雕刻刀、半邊鉸刀、直槽球刀、銳角鉆頭、2段銳角鉆頭、3刃鉆頭、平頭鉆、三面錐、兩面錐、圓錐沖頭、六棱柱、避空等,非標刀具可定制軟件。
01 鉆頭
| |
刀具直徑:0.5~20mm | 倒角形狀:平面(即C角) |
刃數:2、3刃 | 后角/第二后角 :后角:1~30° 第二后角 :11~40° |
左右刃和左右旋:右刃右旋 | 圓錐后角:11~40° |
螺旋角:0~50° | 砂輪切入角:約35度 |
頂角范圍:60~165° (圓錐最小60°,雙平面最小85°;可以研磨平頭鉆) | 研磨部位:頂部、橫刃、橫刃底R、倒角 |
后刀面形狀:圓錐和雙平面 | 研磨精度:肩高和中心刃差≤0.007mm |
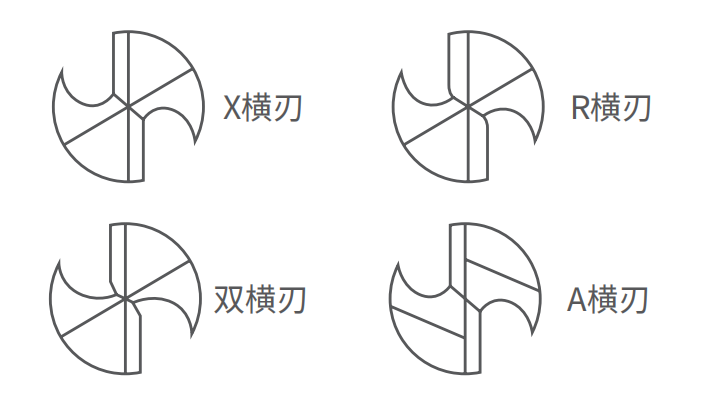
橫刃形狀:X、R、雙橫刃(即XF橫刃)、A、S | 其他可調節參數:后刀面寬度、徑向角、溝槽角、 橫刃深度、橫刃寬度等 |
02 立銑刀
 | |
刀具直徑:0.5~20mm(三四刃1~20mm) | 中凹角:三四刃銑刀0~5°,二刃銑刀0~20° |
刃數:2、3、4刃 | 研磨部位:底刃、切口、凹槽(限二刃銑刀)、倒角(平面和R角)、側刃 |
研磨前形狀:頂部已切除、頂部未切除、圓鼻刀 | 研磨精度:刃差≤0.005mm、R半徑±0.015mm、側刃跳動≤0.015mm |
分度情況:等分、不等分 | 其他可調節參數:尖角保護、交點補正、后刀面寬 度、切口深度 |
左右刃和左右旋:右刃右旋 | |
砂輪切入角:約55° | |
03 絲錐
 | |
刀具直徑:M1~M20 | 刃數:2、3、4、5、6 |
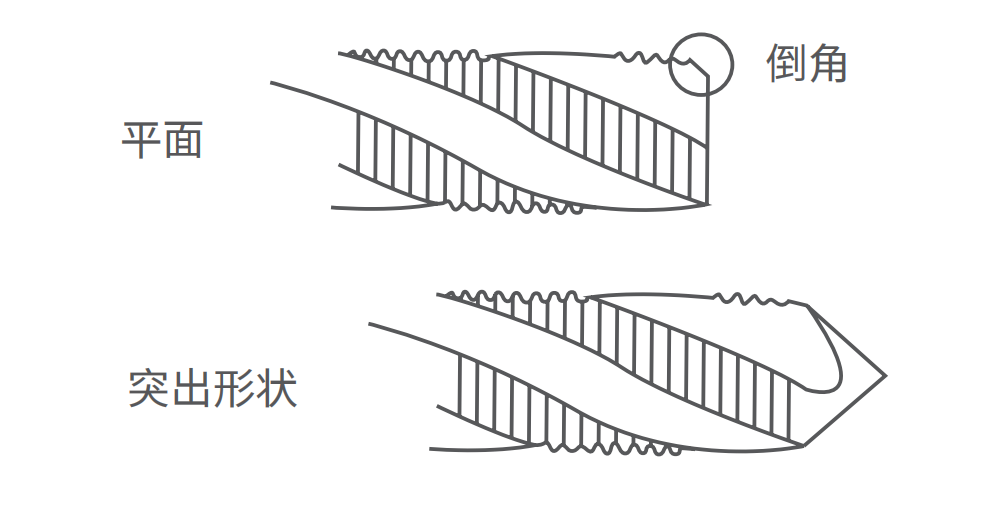
螺距:0.35/0.5/0.6/0.7/0.75/0.8/1.0/ 1.25/1.5/1.75/2.0/2.5/3.0/3.5 | 端面形狀:平面和突出 |
研磨前形狀:已切除和未切除 | 公制和英制:均可對應 |
絲錐規格:直槽絲錐、螺旋絲錐、螺尖絲錐 | 研磨部位:頂部、導向牙、倒角 |
左右刃和左右旋:直槽、右刃 | 研磨精度:導向牙跳動≤0.01mm |
其他可調節參數:導向角度、鏟背后角、導向直徑、倒角寬度、倒角角度、回轉量補正 | |
04 雕刻刀和半鉆頭
 |
刀具直徑:1~20mm |
頂角范圍:5~160° |
研磨前形狀:圓棒、已開半、已有刃 |
研磨部位:開半、頂部、后刀面、圓錐后刀面 |
研磨精度:頂部半徑≤0.013mm |
其他可調節參數:頂部半徑補正、頂角補正、頂部傾斜角、頂部后角、中心補正 |
05 槍鉆
 |
刀具直徑:0.5~20mm |
刀具長度:40~235mm(可訂制360mm) |
規格:常規款式和韓式單刃槍鉆 |
研磨部位:外刃、內刃、鉆尖面、過油面 |
研磨精度:鉆尖偏差≤0.01mm |
其他可調節參數:外角、外刃后角;內角、內刃后角;鉆尖后角;油面角、油面后角;油面寬度補正、油面斜角補正、鉆尖位置補正等 |
母公司——株式會社日光電機制作所創立于1952年,作為金屬加工品量產的制造工廠積累了機床專業相關的豐富經驗與技術。1990年公司開始活用該經驗與技術,發展自動省力化機械的研究與開發。2004年成立了作為機器銷售公司的本社——サイバーRC株式會社,并開始開發和銷售本公司自有品牌機器軟件。
賽帕埃惜致力于“以zui簡單的操作實現高效率的機械系統軟件”的研究與開發,并基于zui新理念開發出shi界shou創的超xian進機構。
賽帕埃惜全自動數控磨刀機在歐美、東南亞等世界各國開展銷售業務。我們將秉持“改變人們對傳統機械加工的認知,創造行業quan新未來”的信念,進一步推動開發技術的提升。
<次> 5軸SP數控磨刀機研磨刀型參數
